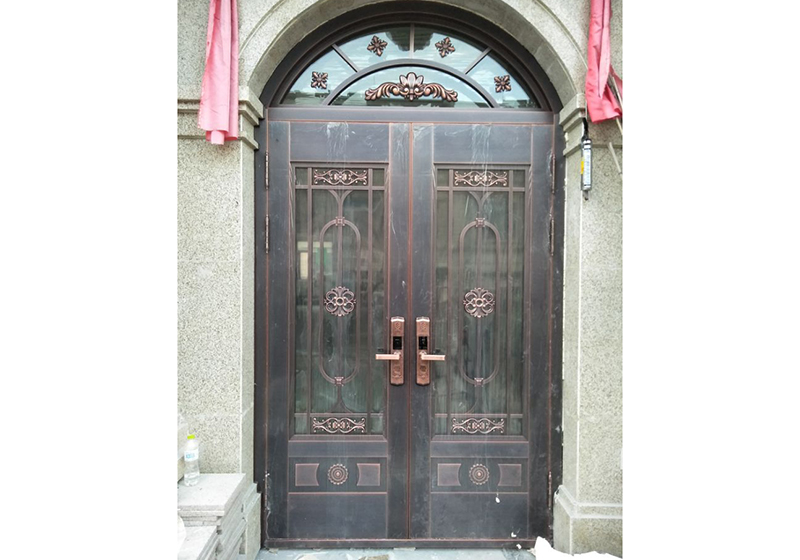
铝艺大门在我们的生活中是比较常见的,也是使用较多的。而在使用的古城中我们应该注意其特点。这样才能让铝艺大门使用的时间更长。铝艺大门在焊接的过程中,会遇到什么问题。济南韬智门业分享济南铝艺大门焊接常见的问题及解决方法。

1、烧穿
产生原因:
a、热输入量过大;
b、坡口加工不当,焊件装配间隙过大;
c、点固焊时焊点间距过大,焊接过程中产生较大的变形量。
防止措施:
a、适当减小焊接电流、电弧电压,提高焊接速度;
b、大钝边尺寸,减小根部间隙;
c、适当减小点固焊时焊点间距。
2、焊缝成型差
产生原因:
a、焊接规范选择不当;
b、焊枪角度不正确;
c、焊工操作不熟练;
d、导电嘴孔径太大;
e、焊丝、焊件及保护气体中含有水分。
防止措施:
a、反复调试选择合适的焊接规范;
b、保持合适的焊枪倾角;
c、选择合适的导电嘴孔径;
d、焊前仔细清理焊丝、焊件,保证气体的纯度。
3、气孔
产生原因:
a、母材或焊丝上有油、锈、污、垢等;
b、焊接场地空气流动大,不利于气体保护;
c、焊接电弧过长,降低气体保护效果;
d、喷嘴与工件距离过大,气体保护效果降低;
e、焊接参数选择不当;
f、重复起弧处产生气孔;
g、保护气体纯度低,气体保护效果差;
h、周围环境空气湿度大。
防止措施:
a、焊前仔细清理焊丝、焊件表面的油、污、锈、垢和氧化膜,采用含脱氧剂较高的焊丝;
b、合理选择焊接场所;
c、适当减小电弧长度;
d、保持喷嘴与焊件之间的合理距离范围;
e、尽量选择较粗的焊丝,同时增加工件坡口的钝边厚度,一方面可以允许使用大电流,另一方面也使焊缝金属中焊丝比例下降,这对降低气孔率是行之有效的;
f、尽量不要在同一部位重复起弧,需要重复起弧时要对起弧处进行打磨或刮除;一道焊缝一旦起弧要尽量焊长些,不要随意断弧,以减少接头量,在接头处需要有一定焊缝重叠区;
g、换保护气体;
h、检查气流大小;
i、预热母材;
j、检查是否有漏气现象和气管损坏现象;
k、在空气湿度较低时焊接,或采用加热系统。
4、未熔合
产生原因:
a、焊接部位氧化膜或锈迹未清除干净;
b、热输入不足。
防止措施:
a、焊前清理待焊处表面
b、提高焊接电流、电弧电压,减小焊接速度;
c、对于厚板采用U型接头,而一般不采用V型接头。

5、电弧不稳
产生原因:电源线连接、污物或者有风。
防止措施:
a、检查所有导电部分并使表面保持清洁;
b、将接头处的脏物清除掉;
c、尽量不要在能引起气流紊乱的地方进行焊接。
6、未焊透
产生原因:
a、焊接速度过快,电弧过长;
b、坡口加工不当,装备间隙过小;
c、焊接规范过小;
d、焊接电流不稳定。
防止措施:
a、适当减慢焊接速度,压低电弧;
b、适当减小钝边或增加根部间隙;
c、增加焊接电流及电弧电压,保证母材足够的热输入能量;
d、增加稳压电源装置
e、细焊丝有助于提高熔深,粗焊丝提高熔敷量,应酌情选择。
通过以上的了解,你知道怎么解决铝艺大门的焊接问题了吧!而需要济南铝艺大门找韬智门业,韬智门业专业从事铝艺大门定做和批发。让你拥有优质的铝艺大门是我们一直以来所遵循的。需要铝艺大门找韬智门业。济南铝艺大门订购热线:136-7881-5276。济南韬智铝艺大门制作工艺精湛,每一款产品均通过安全检测,打造铝艺行业领军品牌。
相关文章:
 铝艺庭院护栏的建设
铝艺庭院护栏的建设
俗话说,细节决定成败,一个优质的别墅铝艺围栏的处理也应从细节开始着手。 从细节着手,不仅设计的围栏要符合大众的审美要求,......
TIME:2017-03-01
统一客户咨询电话
139-5310-7788
官方网址:www.jnlydm.com
联系地址:济南市工业北路58号